
醸造・酒造業界では、7月1日から新しい醸造年度を迎えます。
ということで、今年も7月1日を超え「平成29年度(BY29)」になりました。
これから、稲作も稲刈りに向けて後半戦ですね。
秋になると、蔵見学や日本酒イベントも増えてくることでしょう。
うむ、初酒蔵見学に行きたい。
これは予習をせねば・・・ということで日本酒の作り方について調べてみました。
初酒蔵見学前の参考にどうぞ。
日本酒の作り方
日本酒が出来上がるまで、とても手間暇がかかります。
秋口に始まった日本酒造りは、翌年の春頃まで続くそうです。
一般的な醸造の工程は、以下のようになっています。
- 日本酒造りの工程
- 1、精米
- 2、洗米
- 3、浸漬(しんせき)
- 4、蒸し
- 5、製麹(せいきく)
- 6、酒母(しゅぼ)造り
- 7、醪(もろみ)造り
- 8、上槽(じょうそう)
- 9、滓(おり)引き
- 10、濾過(ろか)
- 11、火入れ(1回目)
- 12、貯蔵・熟成
- 13、加水(割水)
- 14、火入れ(2回目)
- 15、瓶詰め
それぞれ、もう少し詳しくみていきましょう。
1、精米
日本酒から雑味や異臭の原因を取り除くため、玄米の外側を削ります。
削り取る割合は、精米歩合という数値で表されます。
たとえば精米歩合60%なら、玄米から40%を削り取ることを意味します。
「削る」と言わず「磨く」と表現されることもあります。
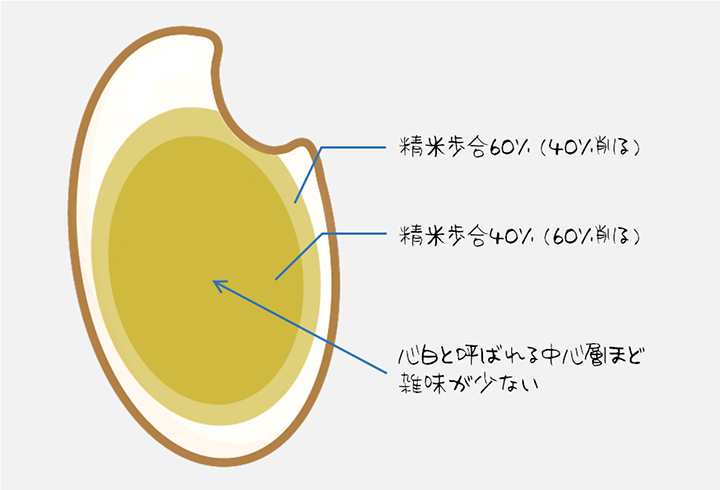
雑味や異臭の原因となるのはタンパク質や脂質で、玄米の外側に多く含まれています。
米を磨くほどスッキリした味になり、華やかな香りが現れやすくなります。
タンパク質や脂質が多いと、麹菌(こうじきん)や酵母の繁殖が盛んになり過ぎます。
精米してタンパク質や脂質を取り除くことで、発酵を安定させる効果もあります。

ちなみに、精米歩合が低ければ低いほど手間暇がかかるうえ、日本酒の原料米がたくさん必要になり高額商品になりやすいです。
77%は、醸造に使わへんねんて!
香り高く飲みやすい味は、女性や外国人にも大人気らしいよ。
なお、精米したての米は摩擦で熱を持ち、乾燥してしまいます。
この状態を基に戻す(落ち着かせる)ため、2~4週間放置されます。
この工程を「枯らし」と呼びます。
2、洗米
精米後の米の表面に残っている糠(ぬか)や米くずを洗い流します。
食用の白米と同じですね。
しっかり「枯らし」が行なわれていない乾燥した米を洗米してしまうと、急激に給水して米粒が割れてしまいます。
強い衝撃でも割れてしまうので、慎重を要する作業です。
3、浸漬(しんせき)
洗った米を水に浸し、水分を吸わせます。
米の重量に対して、25~30%程度吸水させます。
浸漬時間は気候や水温、目指す酒質などによって変わってきます。
精米歩合が低い米は吸水が早いので、ストップウォッチを使い秒単位で管理するそうです。
酒蔵によって、いろいろなやり方があるのが興味深いです。
↓は、冨田酒造さんの「洗米~浸漬」の様子です。
4、蒸し
蒸気で米を蒸し、蒸米(じょうまい)を作ります。
蒸米は外がパサパサで中が柔らかい“外硬内軟”が良いとされます。
外硬内軟に蒸すと、次の工程(製麹)でほぐしやすくなります。
蒸米づくりは、自動蒸米機や甑(こしき)という大きな蒸籠(せいろ)で行われます。
↓は、関谷醸造さんの蒸米動画です。
5、製麹(せいきく)
蒸米に麹菌(こうじきん)をふりかけ、麹室と言われる専用の部屋で繁殖させます。
米のデンプン質が糖分に変わり、およそ2日ぐらいで麹(こうじ)ができあがります。
杜氏や蔵人の間では「一に麹(こうじ)、二に酛(もと)、三に造り」と言われているそうで、とても重要視されている作業です。
↓は、神崎酒造蔵さんの製麹の様子です。
6、酒母(しゅぼ)造り
「製麹」の工程で、米のデンプン質が糖分に変わりました。
「酒母造り」は、糖分をアルコールに変える「酵母」を増やす作業です。
酒母は「酛(もと)」とも呼ばれます。
- 酵母とは?
- キノコやカビなど真菌類の総称。自然界には、たくさんの酵母が存在している。
- 酒造りやパン作りには、それぞれ適した酵母がある。ビールにはビール酵母。ワインにはワイン酵母。パンにはパン酵母(イースト菌)が使われる。
昔は、自然界や蔵に住んでいる酵母を取り込んで醸造していたそうです。
でも、それでは酒質の再現性が低く安定しませんでした。
それで、日本醸造協会という機関が日本酒に合う酵母を収集培養し、頒布(はんぷ)し始めたそうです。
日本醸造協会のホームページによると、代表的な酵母の特徴は以下のとおりです。
| 協会6号 | 発酵力が強く、香りはやや低くまろやか、淡麗な酒質に最適 |
|---|---|
| 協会7号 | 華やかな香りで広く吟醸用及び普通醸造用に適す |
| 協会9号 | 短期もろみで華やかな香りと吟醸香が高い |
| 協会10号 | 低温長期もろみで酸が少なく吟醸香が高い |
| 協会11号 | もろみが長期になっても切れが良く、アミノ酸が少ない |
| 協会14号 | (金沢酵母)酸少なく低温中期型もろみの経過をとり特定名称清酒に適す |
| 協会601号 | 性質はそれぞれ6号、7号、9号、10号、14号酵母と同じであるが、もろみで高泡をつくらない酵母 |
| 協会701号 | |
| 協会901号 | |
| 協会1001号 | |
| 協会1401号 | |
| 協会1501号 | (秋田流・花酵母AK-1)低温長期型もろみ経過をとり、酸が少なく、吟醸香の高い特定名称清酒に適す |
酒母を造るとき、雑菌や必要ない野生酵母が侵入してしまいます。
雑菌や野生酵母は、酒母で生成された乳酸によって死滅します。
この乳酸の取り込み方の違いで、酒母造りは「生酛(きもと)系」と「速醸系」にわけられます。
- 生酛系とは?
- 乳酸菌を空気中から取り込んで乳酸を作らせ雑菌や野生酵母を駆逐する、昔ながらの仕込み方。
- 手間暇がかかるのと、腐造や酸敗のリスクが大きいので敬遠されがち。しかし、成功すればシッカリした酒質の日本酒ができる。
- 速醸系とは?
- 人工的に乳酸を加える仕込み方で、現代の主流。1910年(明治43年)に国立醸造試験場が開発した。
- 生酛系では酒母ができるまで約1か月かかるが、速醸系では約2週間でできる。
生酛系には山卸(やまおろし)という作業を行う“生酛”と、行なわない“山廃酛(やまはいもと)”があります。
山卸とは、蒸米や麹、水を混ぜ粥状になるまですりつぶす作業のこと。
現代の精米技術によって必ずしも山卸が必要なくなり、山廃酛が開発されました。
7、醪(もろみ)造り
醪造りは「仕込み」や単に「造り」とも呼ばれます。
「一に麹、二に酛、三に造り」の「造り」はこれを意味しています。
- 醪(もろみ)とは?
- 酒母や麹、蒸米、仕込み水を混ぜ合わせた、白く濁った液体のこと。醪を発酵させて搾る(しぼる)と日本酒になる。
- 酵母が糖分からアルコールを作るとき炭酸ガスが発生するので、醪の表面が泡立つ。この泡の状態を観察することで、発酵の進行状況を把握できる。
醪造りは、三段階に分けて仕込みます。
(これを「三段仕込み」と言います)
1回目を初添(はつぞえ)、2回目を仲添(なかぞえ)、3回目を留添(とめぞえ)と言い、1回目と2回目の間に踊りと呼ばれる休みが入ります。
| 1日目 | 初添 | 酒母を仕込みタンクに移し替え、全体仕込量の約1/6の麹や蒸米、水を加えてよく混ぜる。 |
|---|---|---|
| 2日目 | 踊り | なにも加えず休ませ、酵母を増殖・活性化させる。 |
| 3日目 | 仲添 | 全体仕込量の約1/3の麹や蒸米、水を加えてよく混ぜる。 |
| 4日目 | 留添 | 全体仕込量の約1/2の麹や蒸米、水を加えてよく混ぜる。 |
三段仕込みにするのは、酒母の酸度や酵母密度が下がり過ぎないようにするため。
そうすることで酒母が酸性に保たれ、雑菌や野生酵母の繁殖を抑えることができます。
↓は相原酒造さんの初添の様子です。
留添からおよそ20~40日程度で、醪が仕上がります。
8、上槽(じょうそう)
上槽は、仕上がった醪から原酒を搾る工程です。
杜氏や蔵人の言葉では「搾り」というそうです。
上槽には自動圧搾機で絞る方法と、槽(ふね)と呼ばれる箱に入れて圧搾する方法があります。
↓は、京都学園大学バイオ環境学部と丹山酒造さんの協同上槽の様子です。
↓は、伊藤酒造さんの槽(ふね)を使った上槽です。
同じ上槽でも、かなり感じが違いますね。
鑑評会に出品するような大吟醸では、袋搾りという方法で搾ります。
袋搾りは、ろ過袋に入れた醪を吊り下げて重力のみで搾る方法です。
できたお酒は、雫酒とも言われます。
酒蔵では、その年初めて上槽されると、軒下に杉玉(酒林とも言う)を吊るします。

青々とした杉玉は、新酒ができた合図。
やがて枯れて茶色がかり、新種の熟成具合も知らせてくれます。
9、滓(おり)引き
上槽後の原酒には、滓(おり)と呼ばれる浮遊物がただよっています。
これらを沈澱させるため、しばらくタンクの中で原酒を放置します。
滓の成分は酵母やデンプンの粒子、タンパク質、多糖類などです。
滓が漂う日本酒は、濁った黄金色をしています。
10、濾過(ろか)
滓引きしたあと、まだ残っている滓や雑味を取り除くために濾過(ろか)します。
お酒の色を黄金色から無色透明に近づける目的もあります。
濾過には活性炭や珪藻土、濾紙、フィルターなどが使われます。
濾過し過ぎると味わいや香りまで失ってしまうので、あえて濾過を行わず“無濾過酒”として出荷される日本酒もあります。
11、火入れ(1回目)
濾過したお酒を加熱して殺菌します。
日本酒には、乳酸菌の一種である火落菌(ひおちきん)が混入するそうです。
火落菌が繁殖したお酒は白濁し、酸味と異臭が発生します。
この火落菌を殺菌して、次の工程である“貯蔵”中に腐らないようにします。
このままだと酒質が変化してしまうので、火入れには酵母や酵素の働きを止める目的もあります。
お燗したお酒が冷めると香味の繊細さが失われるように、火入れによっても香味が変化します。
なので、あえて火入れしない“生酒(なまざけ)”も人気です。
12、貯蔵・熟成
貯蔵タンクでゆっくり出荷を待ちながら、じっくり熟成させます。
低くめの温度で緩やかに熟成させることで、生酒の荒々しさが取れ香味にまろやかさと深みが出るそうです。
貯蔵・熟成期間は銘柄によります。
長期熟成によりお酒の持ち味を生み出している銘柄にとっては、欠かすことのできない工程と言えます。
13、加水(割水)
貯蔵タンクのお酒は、出荷直前に水(加水調整用水)を加えます。
加水することで、アルコール度数を下げる目的があります。
酵母のアルコール発酵で作った日本酒のアルコール度は、およそ20度前後が上限と言われています。
20度前後で仕上がった日本酒を、加水することで飲みやすい度数まで下げます。
22度以上はリキュール扱いになるそうです。
14、火入れ(2回目)
貯蔵のあと、再濾過や加水の工程で混入する火落菌を殺菌するため、瓶詰め前に2回目の火入れを行います。
1回目の火入れ同様、2回目の火入れも省略され“生酒”として出荷される商品もあります。
1回目と2回目の火入れを、どのように省略するかで生酒の呼び方が変わります。
| 呼称 | 1回目の火入れ | 2回目の火入れ |
|---|---|---|
| 生貯蔵酒 先生(さきなま) |
しない | する |
| 生詰酒 後生(あとなま) |
する | しない |
| 生酒 本生(ほんなま) |
しない | しない |
15、瓶詰め
理想的な日本酒が出来上がったら、瓶詰して出荷されます。
まとめ
今回、日本酒の作り方をまとめてよかったです。
いろいろ調べたことを書いていくと、読むだけよりはるかに頭に入りました。
日本酒造りは、冬の厳しい寒さの中で早朝から行なわれます。
全ての工程を見渡すと、杜氏さんや蔵人さんは大変なご苦労の中でこだわりを持って醸造されているのがわかりました。
日本酒をいただくときの心持ちが変わりそうです。
何も知らずに行くより、有意義な蔵見学ができそうです。